




 扫一扫
扫一扫

【当地】不锈钢复合管 防撞栏杆厂家直营")
【当地】不锈钢复合管 防撞栏杆厂家直营")
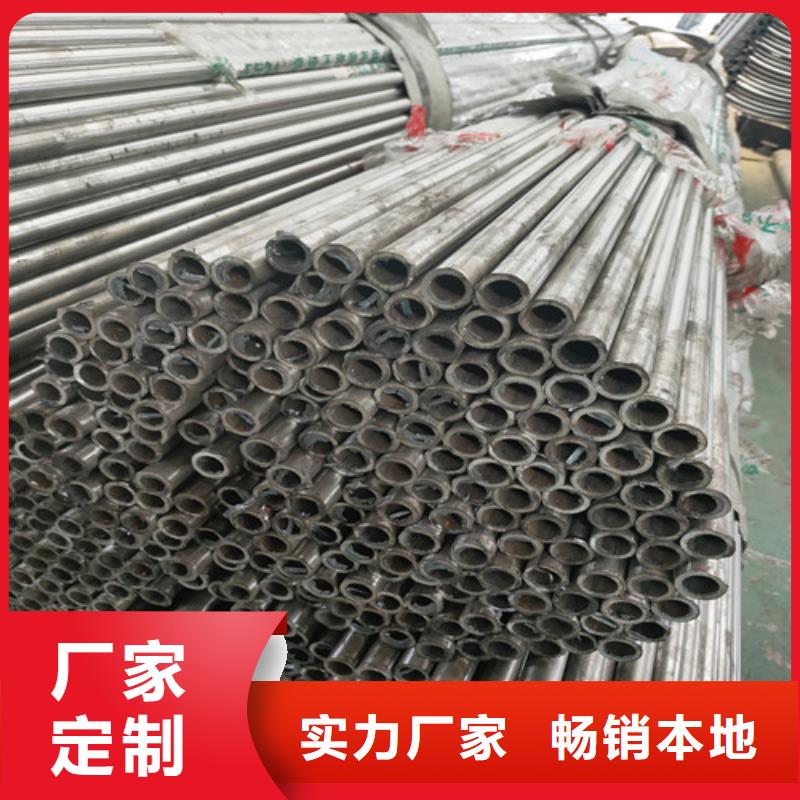
不锈钢复合管道:不锈钢管或紫铜管与黑金属管道复合而成的高强度、耐高温复合管,可生产直径DN15-DN1200。
喷涂聚氨酯、聚脲:管道及异径管件聚氨酯、聚脲的防腐。其他金属防腐:钢筋外涂EP防腐、公路护栏、高速护栏、球墨铸铁管等涂塑防腐。
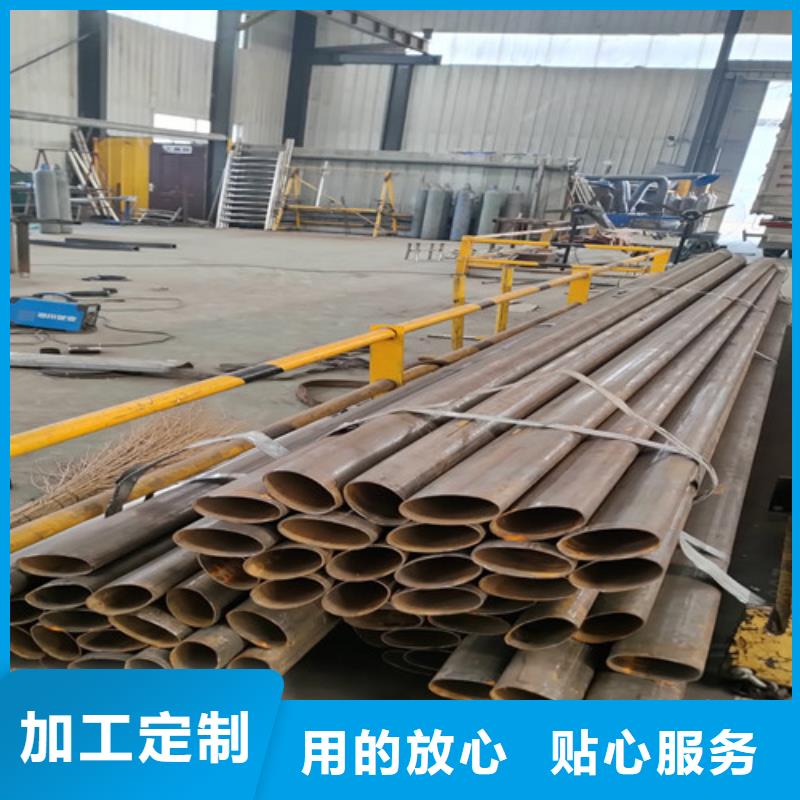
近日新疆油田 个火驱先导试验区工程——红浅1井区2009年火驱先导试验区地面建设工程正式顺利开工。
据了解,该工程集输管线选用不锈钢复合管 。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面。
由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。油建工程二公司对焊接工艺非常重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。
不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
不锈钢复合管广泛应用在国内外大型给排水工程,特别是石油、化工、电力、冶金、造船、食品等行业。
【当地】不锈钢复合管 防撞栏杆厂家直营")
【当地】不锈钢复合管 防撞栏杆厂家直营")
众英金属科技有限公司秉着“以服务求生存,以质量求发展”的经营理念,切实做到信用为本、客户至上,追求客户满意,提供人性化服务。众英金属科技有限公司自创立以来,不断创新,开拓进取,运用现代企业管理模式,力求做到【天台镀锌喷塑防撞栏、】行业的标准、业界的良心企业,为市场的规范化、标准化贡献一份力量
【当地】不锈钢复合管 防撞栏杆厂家直营")
【当地】不锈钢复合管 防撞栏杆厂家直营")
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
【当地】不锈钢复合管 防撞栏杆厂家直营")
【当地】不锈钢复合管 防撞栏杆厂家直营")
【当地】不锈钢复合管 防撞栏杆厂家直营")
技术支持:cdlgp.com